




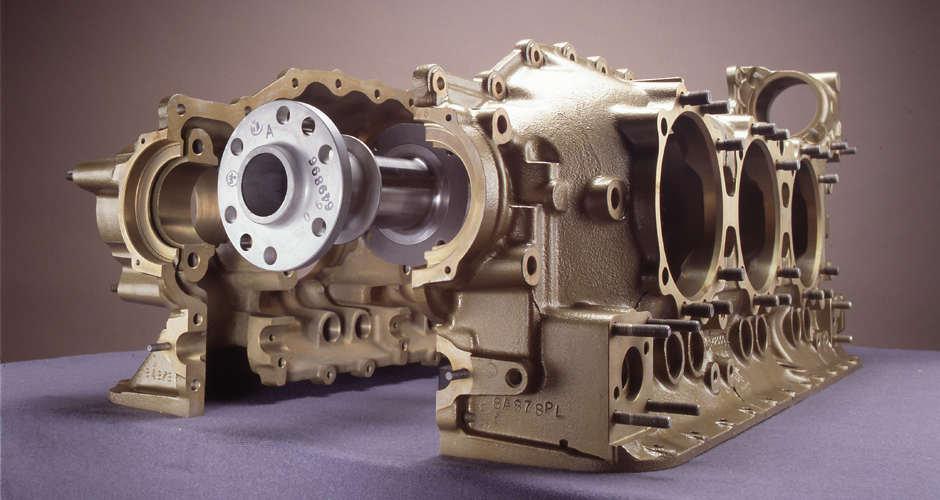
3軸式精密クランクケース切削加工
クランクケースの加工精度が低いと、クランクシャフトが回転する際に歪力を受けます。さらにクランクケースからのオイル漏れやひびの発生原因にもなります。
クランクケースは左右2つのブロックから構成され、多くの接触面で合わさるように設計されています。
組立時には、この全ての接触面が正確かつ均等に合わなければいけませんが、新品のエンジンでも、多くの場合、各接触面の高さにばらつきがあります。
クランクケース・ブロックは、加工機にまっすぐにセットされた後に正確に再切削され、適切な位置と大きさの穴が得られるように精密穿孔機を用いて最終加工を受けます。
ジャーナルは、そのサイズと位置について最終確認試験を受けます。コンプレッション・チェックの手法を用いて、ベアリングが左右のクランクケースの両方にフィットしているかどうかを確かめます。この手法を用いることによって、ピストン側の荷重負担を最小限にし、ベアリングの消耗を減らしてクランクケースの主要なベアリングの荷重負担を均等にします。この直線切削技術によりクランクシャフトの中心がぶれなくなるため、クランクシャフトの各直線部分は常にシリンダー・デッキ面から等距離にあって互いに平行に運動することが可能になり、エンジン性能が上昇します。
